Quick Lead Times, High Quality Solutions
Click Bolt Initiative button above to learn more.
Your Polycrystalline Machining Solutions Partner
Click Bolt Initiative button above to learn more.







![]()




Machining Powdered Metals
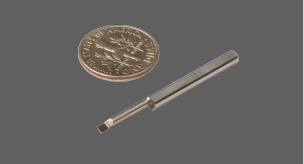
Utilizing custom made PCBN tools designed for specific jobs lowers machining costs
The processes of producing and machining powdered metal parts can be tough and tedious. Quotes have to be provided for a component without the ability to do any actual machining before-hand. All too often, ferrous powdered metal parts are lumped into a single material category. Each job has its own uniqueness such as alloy, powder supplier, hardness, machinability additives, surface finish requirements, dimensional tolerances, interruptions, that will cause it to machine differently. The fact of the matter is no job two jobs are the same. Those new to powdered metals may make the mistake to assume powdered metals will machine similar to either wrought or cast steel alloys or gray cast iron. Both assumptions tend to lead to underestimating machining costs. Regardless of all aforementioned variables, the goal of any part producing project is the same; developing a cost effective / profit maximized process.
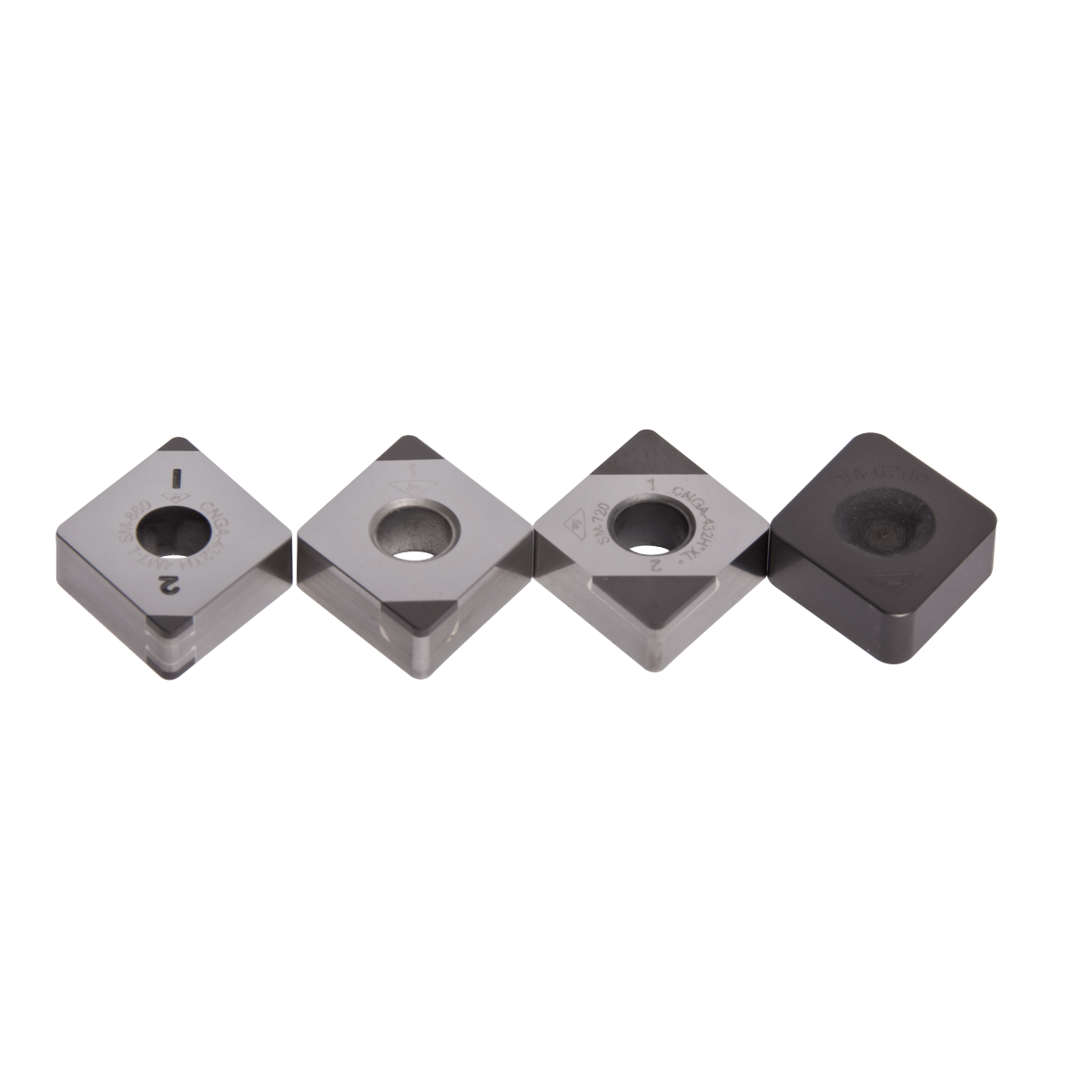
Custom Made PCBN cutting tools
PCBN cutting tools are a polycrystalline (solid) form of cubic boron nitride used predominately for machining ferrous alloys. Its cubic atomic structure gives it its high hardness of 4400 knoop, which is second only to diamond at 7000 knoop. There are dozens of grades available that differ by a number of factors including: CBN content, secondary compounds, and particle size. Each of these variations make for a unique set of properties that excel in different machining applications. No one single PCBN grade is capable of filling the varying ferrous P/M applications with their ranges of composition, hardness, heat-treat state, density, and degree of interruption. PCBN grade is one of the primary variables to be considered when optimizing P/M machining applications.
Cost Effective CBN Tooling
Although a PCBN tool has a higher up front cost than traditional cermet or carbide tools, it is often the most cost effective option for P/M machining when you include cycle time, machine up-time, tool change time, and scrap and rework reduction. Figure 1 below shows data collected during a lab test done using Tool Efficiency (TE) as a way of representing a tools effectiveness at machining a material at a given set of parameters. TE is determined by dividing the volume of workpiece material removed by the flank wear on the tool at the end of the test. Flank wear is plotted along the y-axis while volume removed is plotted on the x-axis. This example shows curves for three tool materials (coated carbide, cermet, and PCBN) machining an FC-0208 as-sintered material.
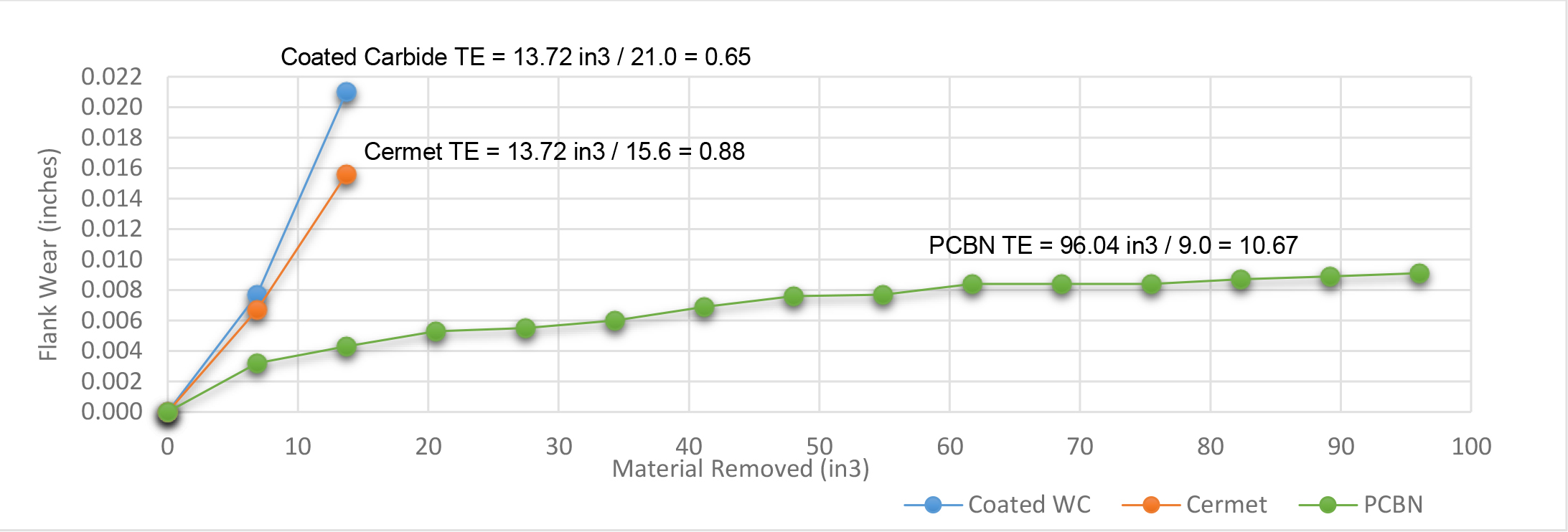
Figure 1 Tool Efficiency (TE) Calculation Example taken from wear curve. PCBN vs. Conventional Tools, FC-0208 As-Sintered 500sfm (152M/min.), 0.005ipr (0.13mm/rev.), 0.010″ (0.25mm) DOC, Dry
CBN Tooling for Powdered Metal Machining
Optimization is key to the development of a cost effective process for machining of P/M alloys. Although the cutting tool selection is only one of the many variables involved in maximizing the effectiveness of a machining process, based on its superior abrasion resistance and chemical compatibility with abrasive ferrous alloys, PCBN cutting tools should be the primary tool material considered for machining P/M parts.
If you would like information on how Shape-Master Tool can help you in optimizing your machining processes please click link below:
For answers to your specific questions regarding your tooling solutions, click here
Note:
Be sure to check back periodically every few weeks for more suggestions on the optimization of your machining processes!
Every tool ordered from Shape-Master it specifically designed for the customers application